
Space Frames
Estruturas modulares com muitas vantagens

grandes vãos
As estruturas espaciais são estruturas que podem atingir até 200 m de extensão.
Geometrias complexas
Qualquer geometria está disponível.
Tudo o que você pode desenhar, você pode construir.


baixo peso
O peso das estruturas espaciais é de cerca de 20/25 kg / m2.
Juntamente com sua enorme rigidez horizontal, cria o melhor tipo de estrutura para áreas de terremotos.
MONTAGEM FÁCIL
Não é necessária soldagem no local. As estruturas espaciais quadros são feitos de pequenas barras aparafusadas.
Grandes estruturas podem ser transportadas em contêineres.

SPACE FRAME SPECIFICATIONS
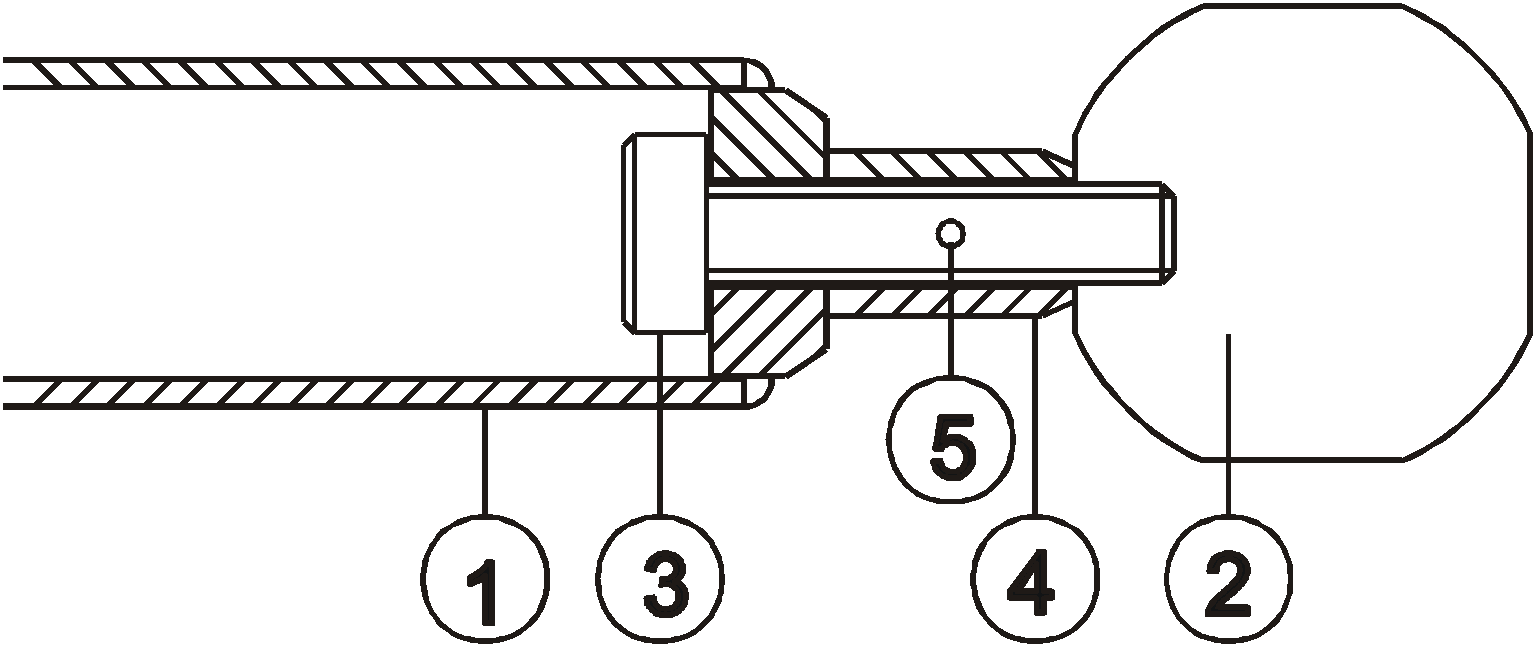
1.- TUBOS:
Todos os tubos cujas seções são determinadas de acordo com as forças de tensão e compressão, de acordo com os cálculos de projeto, devem ser tubos de costura produzidos a partir de chapas de aço de qualidade S235JR (St37-2), S275JR (St44-2), S355J2G3 (St52-3) com alta propriedade de soldabilidade em conformidade com os padrões EN10025.
Devem ser utilizados tubos produzidos em conformidade com as normas DIN 2440, DIN 2441, DIN 1626, EN 10219, variando entre f26,9 mm e f323,9 mm de diâmetro, de acordo com o projeto. Os cones forjados a quente e / ou usinados com a mesma qualidade de material dos tubos devem ser soldados em cada extremidade pelo processo de soldagem a arco semi-automático com proteção a gás.
2.- NÓS:
Os nós a partir do diâmetro de f50mm (f50,60,75,90,110,130,160,200,240,280,300,380 …) devem ser produzidos com material de qualidade C45 ou AISI / SAE 1050 em conformidade com a norma EN 10083-2, com forjamento a quente em condições normalizadas e / ou produção de usinagem técnicas. Os orifícios de conexão dos parafusos necessários devem ser perfurados e roscados com furadeiras controladas digitalmente.
3.- PARAFUSOS:
Todos os parafusos devem ser produzidos com os materiais em conformidade com a norma EN 10083-1 e devem ter degraus métricos ISO em conformidade com a DIN 13-1. A classificação da resistência deve ser 6,8, 8,8 ou 10,9, em conformidade com os requisitos da EN ISO 898-1.
4.- MANGAS:
Todas as mangas devem ser usinadas em aço não ligado de qualidade hexagonal, a frio e / ou laminado a alta temperatura S355J2G3 (St52-3) e / ou aço de baixa liga de qualidade AISI / SAE 1030.
e fornece a mais alta resistência contra a corrosão. Este processo atende aos requisitos da DIN 50021.
c) Tubos, purlins e bancos de purlin devem ser jateados com areia para atender aos requisitos de Sa 2 ½ em conformidade com a ISO 8504-2 e, em seguida, receber revestimento eletrostático a pó de poliéster de 70 a 80 mícrons por meio de robôs e devem ser assados no forno a 200 ° C. Se necessário, os tubos e as roscas podem ser galvanizados a quente em conformidade com a EN ISO 1461, EN 1179 antes do revestimento em pó.
d) As mangas devem ser galvanizadas a quente em conformidade com a EN ISO 1461, EN 1179.
APOIA :
Os suportes devem ser produzidos com material de qualidade C45 ou AISI / SAE 1050, em conformidade com a norma EN 10083-2, com técnicas de produção de forjamento a quente e / ou usinagem. Os orifícios de conexão dos parafusos necessários devem ser perfurados e roscados com furadeiras controladas digitalmente. Os flanges de suporte devem ser de material S235JR (St37-2) em conformidade com a EN 10025. Placas de teflon com baixo coeficiente de atrito devem ser colocadas sob os suportes móveis.
PURLIN STOOLS:
A inclinação do telhado deve ser proporcionada por meio de bancos purlin. A conexão das fezes de purlin aos nós deve ser feita por meio de parafusos.
PURLINS:
Os Purlins devem ter largura suficiente para receber revestimento, espaçados conforme necessário para fornecer suporte adequado ao revestimento. As roldanas devem ser de aço de qualidade S235JR (St37-2) com seção ou canal oco retangular ou seções construídas nas dimensões exigidas pelo projeto.
PROTEÇÃO CONTRA CORROSÃO E ACABAMENTOS:
a) Os nós e suportes devem ser galvanizados com zinco médio de 25 mícrons de espessura, em conformidade com a ISO 2081.
b) Os parafusos devem ser revestidos com Delta Protect ou Dacromet em conformidade com a ISO 10683, que consiste em partículas de alumínio e zinco estocadas em titânio inorgânico e oferece maior resistência à corrosão. Este processo atende aos requisitos da DIN 50021.
c) Tubos, purlins e bancos de purlin devem ser jateados com areia para atender aos requisitos de Sa 2 ½ em conformidade com a ISO 8504-2 e, em seguida, receber revestimento eletrostático a pó de poliéster de 70 a 80 mícrons por meio de robôs e devem ser assados no forno a 200 ° C. Se necessário, os tubos e as roscas podem ser galvanizados a quente em conformidade com a EN ISO 1461, EN 1179 antes do revestimento em pó.
d) As mangas devem ser galvanizadas a quente em conformidade com a EN ISO 1461, EN 1179.